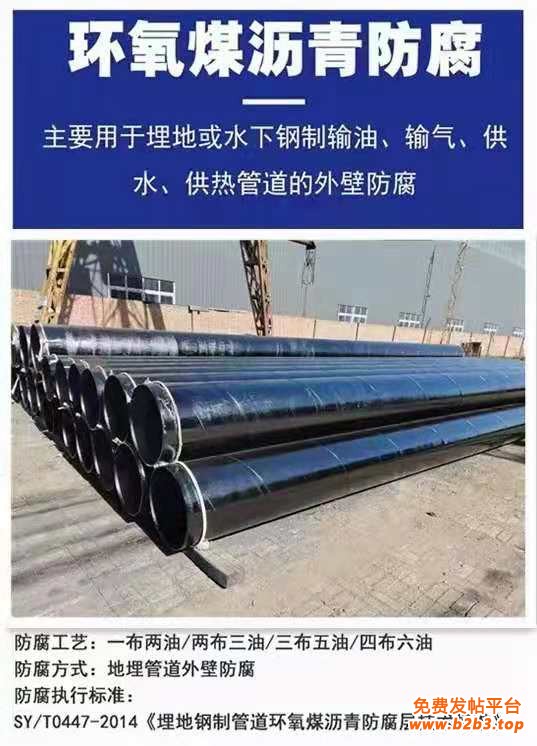
国标煤沥青3油2布防腐管地埋管道-133/9317/9032
国标煤沥青3油2布防腐管地埋管道
国标煤沥青3油2布防腐管地埋管道
防腐螺旋管厂家制造螺旋管期内废弃物关键成分是:螺旋管成形首样截头、尾件去尾、原料铣边,螺旋管加工过程中开展的流程,假如生产制造期内螺旋管不可以按一切正常规范铣边,截头,去尾,生产制造出去的无缝钢管的达标率很低。
防腐螺旋管厂家制造螺旋管时,有一些耗损是能够防止的,例如螺旋管焊接品质不过关,没法修补,那麼,螺旋管品质不过关,没法应用,导致了原材料的浪费。这规定浙江省防腐螺旋管厂家提升制造水准,在制造全过程中,要严格监督每一工艺流程,解决好关键点,进而提升螺旋管的产出率和达标率,防止多余的耗损,那样也可以防止多余的成本费资金投入。螺旋钢管生产工艺流程详解:1、成型前工作原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫、剪边、刨边,表面清理输送和予弯边处理,预弯与定径是螺旋焊管成型过程中的主要工序。预弯的主要目的是解决管坯的复问题,因为复的大小直接影响钢管的内在质量;定径的主要目的是为了得到更加的管坯直径,因为直径控制是钢管的主要质量指标之一。预弯与定径之间需要有一个合适搭配才能得到理想的钢管管坯。2、成型过程:采用电接点压力表控制输送机两边压下油缸的压力,利通六油两布防腐螺旋管价格确保了带钢的稳输送,主机是以中心定位,因此应经常检查调整立辊(是在对头前后),确保带钢递送边缘严格按工艺所的路线运行,并通过设计的啮合点 。采用外控或内控辊式成型,检查钢管的周长、椭圆度、直度等是否符合标准要求,如不符合要求,则要继续进行调整,直到达到要求为止。3、焊接过程 采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制,应不间断地观察成型缝质量状况,发现错边、开缝等情况应及时微调后桥角度,保证成型质量;情况异常时,应检查钢带工作宽度、边缘预弯状况、递送线位置、小辊角度等有无变化,并及时采取纠正措施。